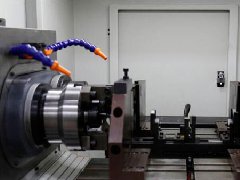
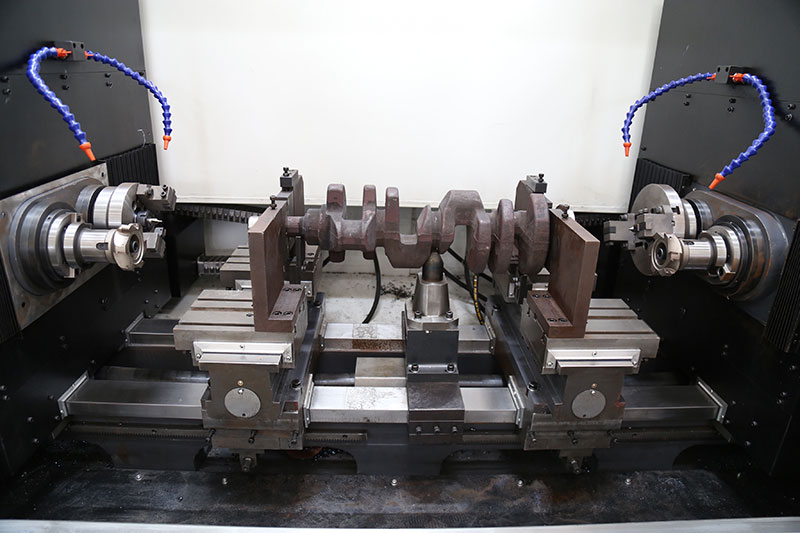
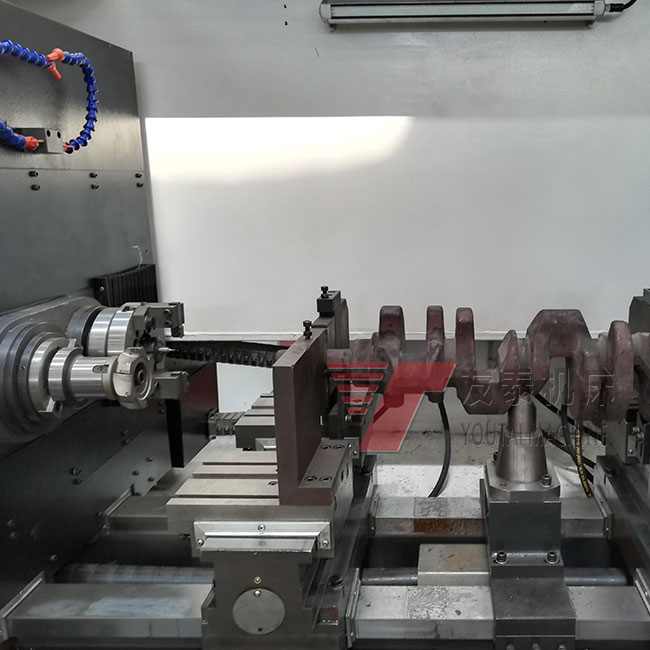
曲轴加工时候两个端面需要铣端面,打中心孔,套车,给后道工序提供夹持基准。由于曲轴的加工工艺比较复杂,工序比较多,就需要一个比较标准的工件,为了实现曲轴的加工,我们设计了该款铣端面打中心孔机床,曲轴威廉体育(中国)股份有限公司,实现曲轴铣削端面控制总长,打出定位中心孔,同时套车两端夹持位置,为后面工序提供便利,提高加工效率。本zk8210-1000铣端面打中心孔机床,曲轴威廉体育(中国)股份有限公司为平床身结构,具有加工刚性好,造价不高,经济效益高的特点:
直径范围:15-85mm或者20mm-130mm轴件(最大可扩展为35-130mm);
长度范围:15-650mm或者200-1000mm轴件(根据客户要求最大可以扩展6000mm);
【产品介绍】
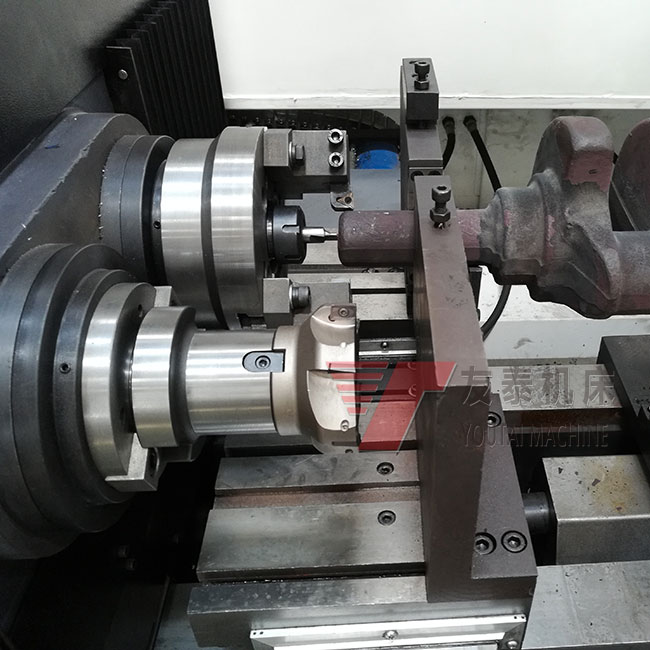
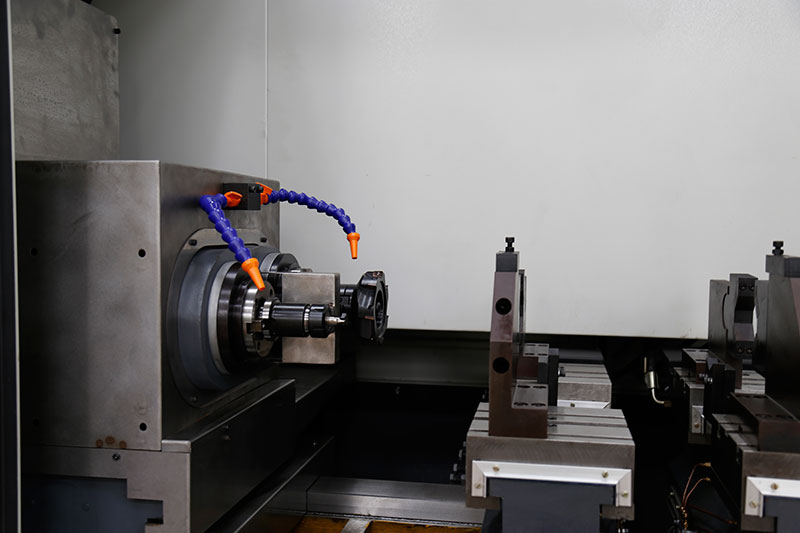
zk8210-1000铣端面打中心孔机床,曲轴威廉体育(中国)股份有限公司主铸件完全采用铸铁制成,床身经回火时效处理,山东友泰机床特殊设计的主轴,一是增加切削能力,并可以保证精致的加工表面效果。ZK8210数控铣端面打中心孔机床可选用北京凯恩帝/KND,广州数控,三菱及其它数
控系统控制,动作顺畅。友泰机床ZK8210数控铣端面打中心孔为用户配备了液压夹具,操作简易。
1、产品外观
zk8210-1000铣端面打中心孔机床,曲轴威廉体育(中国)股份有限公司外防护罩采用钢板焊接,全封闭机床防护,喷塑处理,外观大气美观,防护效果俱佳,有效保护机床长期稳定运作;内防护为不锈钢板内防护,简捷合理,,有效防止铁屑进入配合面,保障机床加工精度长期稳定。
2、机床优势:
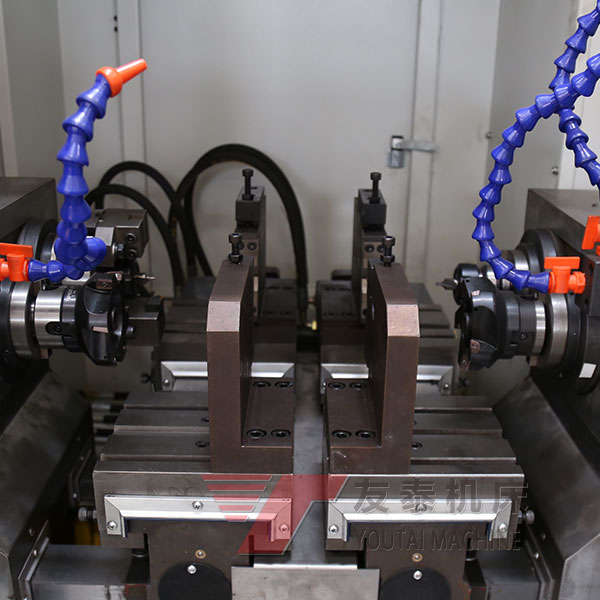
1.zk8210-1000铣端面打中心孔机床,曲轴威廉体育(中国)股份有限公司采用三轴数控系统控制,工件长度、套车外圆、钻中心尺寸易于控制与调整。
2.一次装夹可完成轴件端面铣削、钻官网。
3.无中心钻折断现象,刀具更换调整十分方便。
4.可对工件进行钻孔、刮平面、倒角、套车外圆等加工;
5.本机床的铸件均采用树脂砂铸件,且经过两次人工时效处理,稳定性好,导轨经高频淬火处理,强度高,经久耐用。
6.本机床各重要零部件经过强化处理;采用世界知名厂牌P4级主轴专用轴承及采用KLUBR NBU15油脂润滑,均需通过电脑平衡较正及跑合测试,使得整套主轴的使用寿命长,可靠性高。
7.与强化导轨相结合的滑鞍导轨、工作台导轨均采用耐磨贴塑处理,大大降低导轨间的摩擦力,消除了导轨可能产生的爬行现象,提高了机床的运动精度。
8.机床的润滑系统均采用定时、定量自动集中供油润滑系统。可能保任一润滑部位得到充分润滑。
9.全封闭防护,整机美观实用。








 2、机床优势:
2、机床优势:
 【售后服务】
【售后服务】